


Kalibrierung – PWM-Ausgang
Pulsweitenmodulation
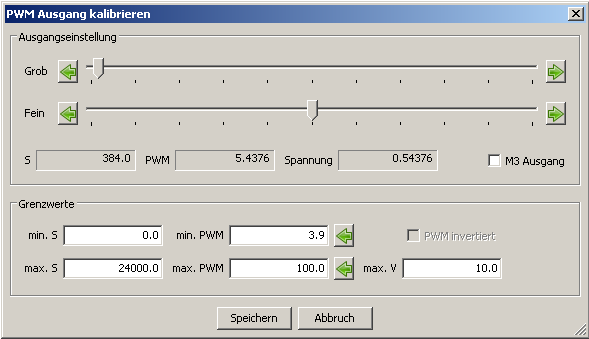
Kalibrierung PWM
Mit dem PWM-Ausgang wird bei Fräsmaschinen mit Hochfrequenzspindel die Spindeldrehzahl eingestellt oder beim Lasergravieren die Laserleistung bzw. bei unseren GranitoGrav Modul die Auslenkung des Werkzeuges.
Die Abbildung des S-Werts im NC-Programm kann über die Kalibrierfunktion abgeglichen werden, d.h. es wird eingestellt, welche minimale und maximale S-Wert welchem Spannungswert entspricht.
Geben Sie dazu zuerst den zulässigen Bereich für den S-Wert (Drehzahl bzw. Leistungspegel) unten links ein. In der mittleren Spalte stehen die zugeordneten Werte für minimale und maximales Tastverhältnis des PWM-Ausgangs in Prozent. Der Wert für die maximale Spannung unten rechts dient nur der Kontrolle.
Testen der Pulsweitenmodulation
Im Oberen Teil des Fensters kann die Einstellung ausgetestet werden. Wenn der M3-Ausgang eingeschaltet wird, sollte die Spindel mit der angezeigten Drehzahl drehen, bzw. die angezeigte Spannung am Analogausgang zu messen sein. Falls diese abweicht, können Sie durch Anpassung der Werte für min. und max. PWM justiert werden.
Der Pfeil-Button rechts neben den PWM-Werten übernimmt den aktuell eingestellten Wert aus dem oberen Bereich in das Eingabefeld links davon.
Laser-Anwendungen und GranitoGrav
Beim Lasergravieren kann der Ausgang nicht direkt getestet werden, weil bei stehendem Laser ein Loch ins Material gebrannt würde. Hier muss die PWM-Einstellung mit einem speziellen Testprogramm ermittelt werden. Dies ist im Handbuch zur Lasereinheit beschrieben.
Copyright © 2017 by Benezan Electronics. All Rights Reserved