


Der Diagnose-Bildschirm
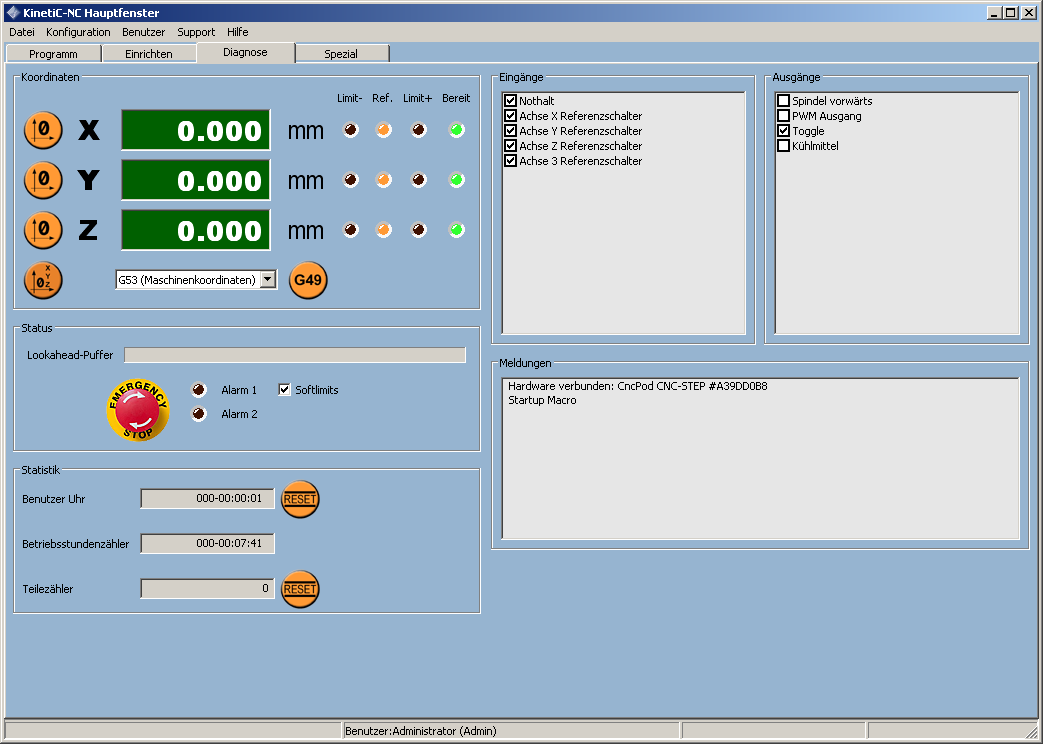
Zusätzlich zur bekannten Koordinatenanzeige und dem Meldungs-Fenster werden auf dieser Seite die Zustände der Ein- und Ausgänge angezeigt. Die Zustände der Referenz- und (falls vorhanden) der Limit-Schalter sind als Signallampen rechts neben der Koordinatenanzeige sichtbar. Links neben der Koordinatenanzeige sind Buttons zum Auslösen einer Referenzfahrt. Entweder die ausgewählte Achse oder alle Achsen nacheinander fahren langsam zu ihrem Referenzschalter, um die Position des Nullpunkts zu finden.
Ein- und Ausgänge
Rechts oben befinden sich die Listen mit den Ein- und Ausgängen. Es werden nur Signale angezeigt, die tatsächlich einem Hardware-Pin zugewiesen sind. Ein gesetztes Häkchen entspricht einem „aktiven“ Eingang, also z.B. einem gedrückten Schalter, bzw. einer zutreffenden Aussage (Luftdruck ist OK, Antrieb ist bereit, usw.).
„Aktiv“ hat nicht unbedingt etwas mit dem Spannungspegel an dem Eingang zu tun, da Eingänge abhängig von der Schalter-Art (Öffner oder Schließer) auch invertiert werden können. Bei den Ausgängen dagegen bedeutet ein vorhandenes Häkchen immer „eingeschaltet“ und „Spannung vorhanden“, ein fehlendes „ausgeschaltet“ und „keine Spannung“. Ausgänge dürfen nicht invertiert werden, weil sonst der sichere Zustand (ausgeschaltet) nicht eindeutig festgelegt wäre.
![]() Durch Klicken auf die Häkchen der Ausgänge können diese testweise ein- und ausgeschaltet werden. Bei den Eingängen bewirkt ein Klicken logischerweise nichts. Der PWM-Ausgang kann durch Doppelklick getestet werden. Es öffnet sich dann eine kleine Dialogbox mit einem Schieberegler.
Durch Klicken auf die Häkchen der Ausgänge können diese testweise ein- und ausgeschaltet werden. Bei den Eingängen bewirkt ein Klicken logischerweise nichts. Der PWM-Ausgang kann durch Doppelklick getestet werden. Es öffnet sich dann eine kleine Dialogbox mit einem Schieberegler.
Bitte verwenden Sie die Testfunktion mit Vorsicht, das Schalten von Ausgängen kann dazu führen, dass sich Maschinenteile in Bewegung setzen.
Lookahead-Anzeige
Die Balkenanzeige des Lookahead-Puffers zeigt den Füllstand des Befehlspuffers im CncPod an. Dies erlaubt Rückschlüsse auf die Qualität der Netzwerkverbindung und der Rechenauslastung des PCs.
Beim Fahren längerer Strecken sollte sich die Anzeige im oberen Viertel (d.h. Balken bis fast ganz rechts) befinden. Läuft der Puffer leer, weil die Verbindung schlecht ist, oder der PC durch andere, rechenintensive Programme gebremst wird, kann es sein, dass die Bewegung der Maschine stockt.
Dies führt zwar nicht zu einem Positionsverlust, weil der CncPod in diesem Fall eine normale Brems- und Beschleunigungsrampe einleitet, und danach ganz normal weiterfährt. Abhängig von der Art der Bearbeitung können dabei trotzdem unerwünschte Effekte auftreten, wie z.B. Rattermarken beim Fräsen oder Brandstellen beim Plasma- oder Laserschneiden. Bei absichtlichen Wartezeiten (G4) oder Übergang von Eilgang (G0) zur Bearbeitung (G1 bis G3) ist es dagegen normal, dass der Puffer kurzzeitig nahezu leer ist.
Betriebsstundenzähler
Der Betriebsstundenzähler und die Benutzer-Uhr zeigen die Zeit an, wie lange die Maschine gelaufen ist.
Teilezähler
Der Teilezähler gibt die Anzahl der vollständigen Programmausführungen an. Die Benutzer-Uhr und der Teilezähler können bei Bedarf auf Null gesetzt werden, der Betriebsstundenzähler nicht.