


Tangentialmesser-Schneiden
Video Tangentialmesser Schneiden mit KinetiC-NC
Was ist Tangentialmesser-Schneiden ?
Bei dieser Bearbeitungsmethode wird nicht mit einem mit konstanter Drehzahl rotierenden Werkzeug gearbeitet, sondern ein Messer wird mit einem extra Positionierantrieb immer im richtigen Winkel tangential zur Werkzeugbahn gedreht, daher der Name. Das Messer kann entweder drehbar aber vertikal feststehend oder oszillierend sein. Mit dem feststehenden Messer werden üblicherweise Folien geschnitten, mit einem oszillierenden Messer können auch dickere Materialien wie z.B. Schaumstoffe geschnitten werden.
Import der Option
Die KinetiC-NC-Software unterstützt das automatische Drehen des Messers in die richtige Richtung, ohne dass der Drehwinkel im NC-Programm explizit angegeben werden muss. Hierzu muss der Maschinentyp auf „Messer-Schneidemaschine“ gesetzt werden, eine Drehachse „C“ definiert werden, und noch einige andere Parameter angepasst werden. Dies geschieht am einfachsten durch Importieren der Datei „Tangential-Knife.ini“, welche sich im Unterordner „Addons“ der Standardparameter befindet (Menü Datei – Einstellungen importieren – Standardparameter).
Dort sind alle nötigen Parameter für den gängigsten Tangentialmesser-Typ mit Schrittmotor und 1:1-Getriebe bereits vordefiniert.
Backup
Falls die Maschine wechselweise auch für Fräsarbeiten verwendet wird, vergessen Sie nicht, vor dem Import der Tangential-Knife-Datei ein Backup der Parameter zu machen.

Tangentialmesser eot-3
Überprüfung des Messers
Vor der ersten Verwendung sollten Sie die Auflösung der C-Achse und die korrekte Ausrichtung des Messers überprüfen. Es gibt Messerantriebe mit unterschiedlicher Auflösung. Das Tangentialmesser EOT-2 hat z.B. 200 Vollschritte pro Umdrehung, was bei 1/10-Microschritt einer Auflösung von 5,55555 Schritten/° entspricht. Das Tangentialmesser EOT-3 hat die Doppelte Auflösung.
Führen Sie zuerst eine Referenzfahrt der C-Achse aus. Falls die Koordinatenanzeige der C-Achse nicht auf Null steht, fahren Sie die Achse mit den C+/C- Drehpfeil-Buttons auf der Einrichten-Seite auf die Null-Position. Benutzen Sie nicht den Null-Button, dies würde nur die Koordinate auf Null setzen, ohne dass das Messer gedreht wird.
Kontrollieren Sie jetzt, dass die Schneide des Messers exakt in X+ Richtung zeigt. Bei einer High-Z-Maschine bedeutet dies, dass das Messer parallel zur langen Achse mit der Schneide nach rechts ausgerichtet sein muss.
Referenzschalter und Referenzfahrt
Ist die Schneide nicht richtig ausgerichtet, drehen Sie das Messer mit den C+/C-Button in den richtigen Winkel. Merken Sie sich die angezeigte C-Koordinate und ziehen diese vom Wert „Referenzschalter Position“ in den Achsenparametern ab (Konfiguration – Maschine – Achsparameter, Achse auswählen: C).
Wenn bei „Referenzschalter Position“ z.B. vorher -55 gestanden hat, und die Koordinatenanzeige nach exakter Winkelausrichtung +3.5 anzeigt, dann müssen Sie -55 – 3.5 = -58.5 eingeben. Führen Sie danach eine erneute Referenzfahrt aus und wiederholen Sie die Überprüfung des Winkels.
Kein CAM-Programm notwendig
Für das Tangentialmesser Schneiden ist nicht unbedingt ein CAM-Programm notwendig. Sie können die zu schneidenden Linien direkt als HPGL- oder DXF-Datei importieren, und müssen nur die Einstechtiefe und die Sicherheitshöhe für Fahrten über dem Material angeben. Alternativ können Sie auch ein G-Code-Programm verwenden.
Dieses sollte ausschließlich 2-dimensional sein, d.h. es besteht aus einer Folge von Eilgangpositionierungen (G0) oberhalb des Materials, einer Einstechbewegung (G1 mit Z-Bewegung senkrecht nach unten), ein oder mehreren XY-Bewegungen innerhalb des Materials (G1, G2 oder G3 ohne Z) und einer Aushubbewegung (G1 mit Z-Bewegung senkrecht nach oben) und davon beliebig viele Wiederholungen.
Scharfe Ecken oder nicht
Wichtig ist, dass die Zeichnung an allen Stellen, wo flüssig durchgefahren werden soll, tangentenstetige Übergänge hat. Überall, wo Linien mit scharfkantigen Ecken aneinander stoßen, erzeugt die Steuerung automatisch eine zusätzliche Aushub- und Einstechbewegung.
Dies ist gewollt, wenn z.B. ein scharfkantiges Rechteck geschnitten werden soll, und verhindert das unschöne Ausreißen des Materials oder sogar ein Bruch der Klinge, was passieren könnte, wenn die Klinge einen zu großen Winkel innerhalb des Materials gedreht werden müsste. Wenn das Messer nicht ausgehoben werden soll, müssen die Ecken des Rechtecks mit Viertelkreisbögen abgerundet werden.
Saubere Zeichnungen
Wichtig ist auch, dass die Zeichnung sorgfältig erstellt wird, und die Startpunkte der folgenden Linien exakt auf den Endpunkten der vorhergehenden Linien liegen. Lücken oder Überschneidungen führen nicht nur zu ruckartigen Bewegungen, sondern wegen der treppenartigen Richtungswechseln auch zu unnötigen Aushub-, Dreh- und Einstechbewegungen. Die Grenzwerte für die Winkel zwischen aufeinanderfolgenden Linien, ab der ein Halt oder eine Aushub/Einstechbewegung eingefügt wird, ist in den Maschinenparametern auf der Spezial-Seite einstellbar.
Kontrolle der Zeichnung
Falls Sie Probleme mit häufigem Anhalten, ruckartigen Bewegungen und unnötigen Einstechvorgängen haben, kontrollieren Sie jedoch zuerst Ihre Zeichnung, ob die Start- und Endpunkte der Linien sauber aufeinanderliegen, und die Übergänge tangentenstetig sind.
Darstellung in der Grafik
Die Stellen, an denen das Messer ausgehoben wird, sind in der Bahnvorschau als senkrechte Linien erkennbar (siehe Bild rechts an den Ecken des Rechtecks und links am Kreis).
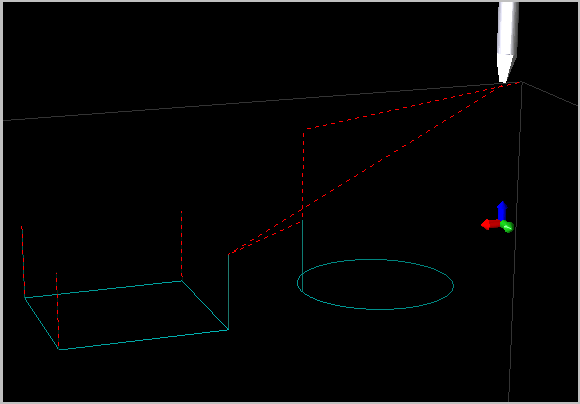
Tangentialmesser Grafik Schnittwege
Wenn Aushubbewegungen an Stellen der Bahn vorhanden sind, wo eigentlich keine sein sollten, ist dies ein Zeichen dafür, dass entweder winzige, je nach Vergrößerung evtl. nicht sichtbare Lücken oder Überschneidungen zwischen den Linien vorhanden sind, oder die Übergänge nicht stetig sind, d.h. ein zu großer „Knick“ (Winkel). Aushubbewegungen bei (absichtlichen) 90°-Ecken wie im Bild rechts sind dagegen ganz normal.