


Werkzeuge
Werkzeuge der Werkzeugliste
Die Werkzeugverwaltung / Werkzeugdatenbank
Die Werkzeugverwaltung wird nur benötigt, wenn Sie einen automatischen Werkzeugwechsler besitzen oder mit der Werkzeugradius- oder Längenkompensation (G41/G42 bzw. G43) arbeiten.
Händischer Werkzeugwechsel
Falls Sie das Werkzeug von Hand einwechseln, und je Programm immer nur eines verwenden, können Sie auch immer nur mit einer Werkzeugnummer (T1) arbeiten, und brauchen keine Werkzeugliste anzulegen.
Radiuskompensation und Längenkompensation
Werkzeugliste / Werkzeugtyp
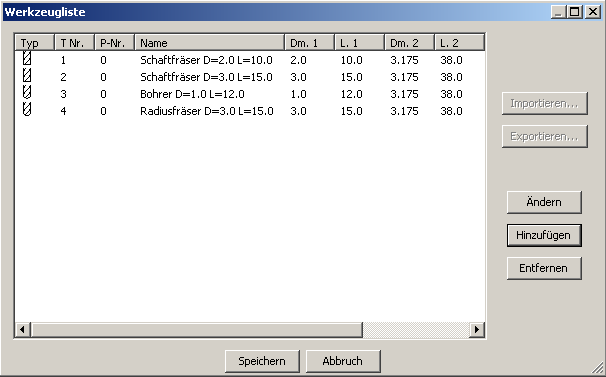
Im Bild sehen Sie die Werkzeugliste mit den wichtigsten Parametern. Typ und Name dienen nur der Übersichtlichkeit. Die T-Nummer ist die Nummer, mit der das Werkzeug im G-Code identifiziert wird. Die P-Nummer ist die Nummer des Platzes im Werkzeugmagazin.
Automatischer Werkzeugwechsel
Der Eintrag für den Platz im Werkzeugmagazin wird nur benötigt, falls ein automatischer Werkzeugwechsler zum Einsatz kommt, bei der die T-Nummer nicht gleich der Platz-Nummer ist. Durchmesser 1 (Dm. 1) ist der wirksame Durchmesser der Hauptschneiden und wird auch für die Radiuskompensation (G41/G42) verwendet.
Länge 1 (L. 1) ist die Gesamtlänge des Werkzeugs und wird für den Längenausgleich (G43) verwendet. Je nach Werkzeugtyp können noch ein zweiter Durchmesser und eine zweite Länge angegeben werden. Dies können z.B. Schaftdurchmesser und Schneidenlänge sein. Die Zweit-Parameter werden nur für die Visualisierung verwendet und spielen für den Programmablauf keine Rolle.
Hinzufügen neuer Werkzeuge
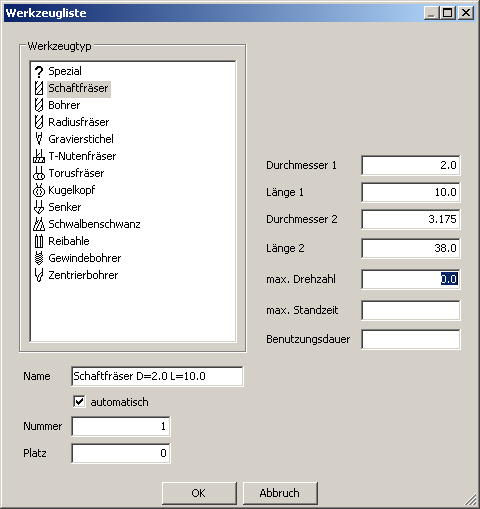
„Ändern“ oder „Hinzufügen“ öffnet den Werkzeug-Dialog entweder mit dem aktuell ausgewählten oder einem neuen Werkzeug. Es kann der Typ und die Parameter des Werkzeugs eingegeben werden. Standzeit und max. Drehzahl werden derzeit noch nicht verwendet.
Namen vergeben
Wenn „automatisch“ aktiviert ist, wird aus den ausgewählten Einstellungen von selbst ein Name generiert. Sie können den Werkzeugnamen aber auch durch eine eigene Eingabe ersetzen.