


Bearbeiten von Plattenmaterial
Bohrungen und Taschen in Plattenmaterial einbringen
Der einfachste Fall ist, wenn Sie aus Plattenmaterial Teile fertigen, die vollständig ausgefräst werden. D.h. es werden zuerst Bohrungen und falls vorhanden innere Taschen ausgefräst. Mit dem letzten Bearbeitungsschritt wird der Umriss des Teils ausgefräst und das Teil damit vollständig aus der Platte herausgetrennt. Vom Rohmaterial bleibt ein dünner Rahmen und evtl. Restmaterial übrig. Es gibt viele Anwendungen, die nach diesem Prinzip funktionieren.
Frontplatten aus Plattenmaterial
- Herstellung von Frontplatten für Gehäuse oder Blechteile im allgemeinen (auch Plasmaschneiden)
- Teile für den Modellbau (Sperrholz, GFK, CFK)
- Gravieren von Schildern

Plattenmaterial bearbeiten mit KinetiC-NC
Vorteile
Der Vorteil dieser Bearbeitungsart ist, dass es auf die genaue Ausrichtung des Materials nicht ankommt. Solange die Fräsbahn vollständig innerhalb des Rohmaterials des Plattenmaterial liegt, werden die Teile immer passgenau. Es muss lediglich die Z-Höhe genau justiert werden. Falls keine Sacklöcher oder Taschen vorkommen, und unter dem Material eine Opferplatte eingesetzt wird, muss nicht einmal dies sonderlich genau geschehen.
Programm laden / NC Datei öffnen
Programm laden
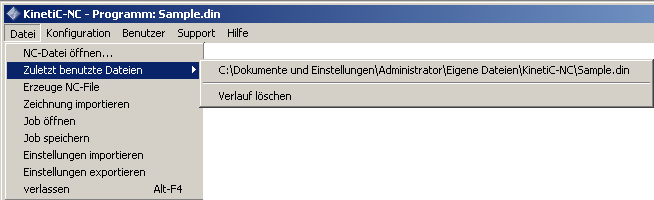
Mit „Datei -> NC-Datei öffnen…“ können Sie ein Programm laden.
KinetiC-NC Datei öffnen
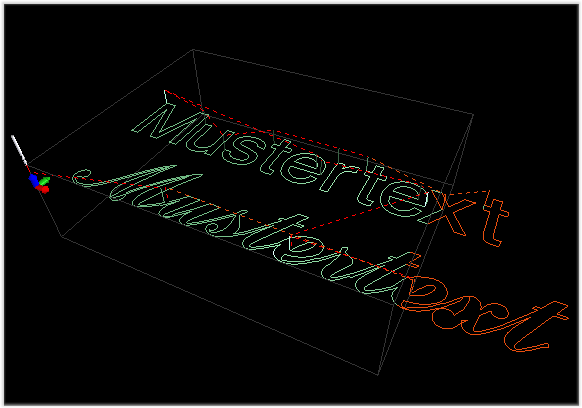
Bei zweidimensionalen Teilen wie einem Plattenmaterial geht das i.d.R. sehr schnell, und es wird im Grafikfenster eine Vorschau der Werkzeugbahn angezeigt. Das Bild oberhalb zeigt ein Beispiel eines Blechteils mit mehreren Bohrungen und Aussparungen.
Fräsbahnen entlang der Kontur werden normalerweise grün dargestellt (bei unterschiedlichen Werkzeugen evtl. in anderen Farben), Eilgangbewegungen mit gestrichelten, roten Linien.
Die Lage des Nullpunkts wird mit den drei Pfeilen in rot, grün und blau dargestellt.
Nullpunkt Lage einrichten
Im Textfenster darunter wird der Quelltext des Programms angezeigt. Üblicherweise stehen in den ersten Zeilen Kommentare mit dem Namen des Teils und eventuell weiteren Informationen über Erstellungsdatum, verwendete Werkzeuge und ähnliches.
Das Meldungsfenster
Meldungsfenster
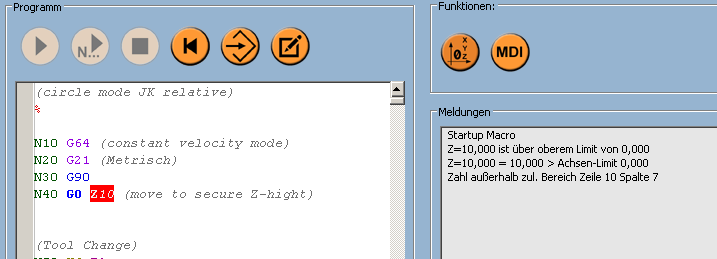
Es kann sein, dass im Fenster „Meldungen“ rechts eine oder mehrere Fehlermeldungen erscheinen. Falls „Zahl außerhalb zulässigem Bereich“ gemeldet wird, ist dies kein Grund zur Besorgnis, sondern nur ein Hinweis, dass der Nullpunkt der Zeichnung noch nicht mit der Lage des Werkstücks in der Maschine übereinstimmt.
Dadurch kann es vorkommen, dass ein Teil der Werkzeugbahn außerhalb der Verfahrbereiche der Positionierantriebe liegt. In dem rechts gezeigten Beispiel ragt die Werkzeugbahn über die rechte Begrenzung des Arbeitsraums der Maschine hinaus, der als Quader mit grauen Kanten dargestellt wird. Der Bereich der Werkzeugbahn, die die Grenzen verletzt, wird orange dargestellt.
Fehlermeldungen
Die zugehörige Fehlermeldung könnte z.B. lauten:
X=200,263 ist über dem oberen Limit von 200,0
X=200,263 + Offset (G54) 200,00 = 400,263 > Achsen-Limit 400
Zahl außerhalb zul. Bereich Zeile 30069 Spalte 3
Aus der ersten Zeile ist ersichtlich, dass die Koordinate im NC-Programm (G-Code im Programm-Fenster) auf eine Zielposition von 200,263 programmiert ist. Mit den aktuellen Einstellungen darf die X-Achse aber nur bis zu einem Wert von 200,0 fahren. Die zweite Zeile gibt noch einmal genauere Auskunft, warum dies so ist: Der momentan gewählte Nullpunkt ist G54. Der X-Offset des Nullpunkts liegt bei 200,0.
Die absolute Obergrenze für die X-Koordinate (in den Maschinenparametern eingestellt) ist 400,0. Die X-Koordinate aus dem Programm (200,263) plus dem Offset ergibt eine Summe, die über dem Grenzwert liegt. Die dritte Zeile gibt die Textstelle des Fehler innerhalb des Programms an. Die Stelle wird im Fenster „Programm“ links daneben auch gleichzeitig rot markiert.
Darstellung in der Grafik
KinetiC-NC 3d Darstellung Grafik
Wie man auch aus dem Bild ersieht, ragt die Bearbeitungsfläche rechts aus dem Bearbeitungsraum der Maschine heraus, und müsste nach links, also in Richtung kleinerer X-Werte, verschoben werden.
Nullpunkt einrichten
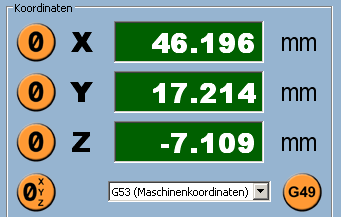
Bei der folgenden Beschreibung wird davon ausgegangen, dass sich der Nullpunkt in der Zeichnung wie im Beispiel des Bilds oben auf der Oberseite des Materials und in X/Y-Richtung unten links befindet. Falls die Koordinatenanzeige auf dem Bildschirm rechts oben noch eine grüne Hintergrundfarbe hat, dann ist noch kein Werkstückoffset ausgewählt, und unter den Koordinaten wird „G53 (Maschinenkoordinaten)“ angezeigt.
Koordinaten – Offsets
G54 Offset
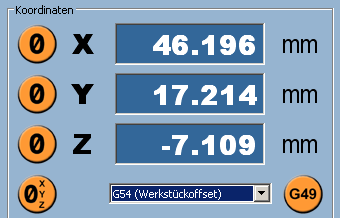
Wählen Sie dort als erstes einen Offset aus, z.B. „G54 (Werkstückoffset)“. Die Koordinatenanzeige wechselt auf blaue Hintergrundfarbe.
Plattenmaterial auflegen
Nachdem Sie das Plattenmaterial auf dem Tisch der Maschine fixiert haben, fahren Sie nun mit den Hotkeys (Nummernblock) oder den Jog-Buttons auf der Einrichten-Seite an die Stelle, wo der Werkstücknullpunkt sein sollte. Falls Sie die Maschine gerade erst eingeschaltet haben, erscheint eine Warnung, dass noch keine Referenzfahrt durchgeführt wurde.
Referenzfahrt

Referenzfahrt durchführen
Wählen Sie „jetzt Referenzfahrt“ und fahren danach an die gewünschte Stelle. Die Fräserspitze sollte sich knapp oberhalb der Materialoberfläche befinden und in X/Y-Richtung etwas innerhalb der linken unteren Ecke des Materials. Drücken Sie jetzt den Button „alle Null“ links bei der Koordinatenanzeige.
Auf der Hauptseite in der Grafik befindet sich das Werkzeug (hellgrauer Zylinder) an der Stelle des Nullpunkts (drei farbige Pfeile), und die Werkzeugbahn sollte die gewünschte Lage im Bearbeitungsraum haben, d.h. vollständig in den zulässigen Grenzen liegen, was man daran erkennt, dass kein Teil mehr orange markiert ist, und sich alle Linien innerhalb des grauen Quaders befinden. Im Meldungsfenster sollte keine Fehlermeldung mehr erscheinen, sondern nur „benutzte Nullpunkte…“.
Nullpunkt Justage
Sie können jetzt noch eine Feinjustage des Nullpunkts durchführen, z.B. mit der im Kapitel „Nullpunkt einrichten“ beschriebenen Methode mit dem Papier. Falls Ihr Werkstück Sacklöcher oder Taschen enthält, deren Tiefe exakt stimmen soll, müssen Sie jetzt natürlich noch die Dicke des Papiers von der Z-Koordinate des Offsets abziehen.
Wenn Ihnen diese Dicke bekannt ist (z.B. mit Schieblehre messen), könnten Sie die Z-Achse um diesen Betrag vorsichtig und langsam nach unten fahren, und dann erneut den Null-Button für die Z-Koordinate drücken.
Besser ist es jedoch, keinen Werkzeugbruch zu riskieren, und die Zahl direkt einzugeben. Sie können einen Doppelklick auf die Z-Koordinatenanzeige machen, und in dem erscheinenden Popup-Fenster z.B. „0,1“ eingeben. Der Nullpunkt befindet sich dann 0,1mm tiefer als die momentane Position der Fräserspitze. Dies vermeidet nebenbei auch ein Verkratzen der Materialoberfläche.
Programm starten

Programm starten
Wenn der Nullpunkt korrekt eingestellt ist, die Grafikanzeige die Werkzeugbahn wie erwartet darstellt, und im Meldungs-Fenster keine Fehlermeldung mehr erscheint, können Sie das Programm starten. Der Button () hierfür befindet sich auf der Hauptseite („Programm“) links unter dem Grafikfenster.
In dem Fall, dass eine Fehlermeldung angezeigt wurde, oder die Textanzeige (Fenster „Programm“ unter der Grafik) nicht auf dem Programmanfang steht, kann es sein, dass der Start-Button gesperrt (grau) ist. In diesem Fall können Sie zuerst auf „Zurückspulen“ () klicken, dann springt die Textanzeige auf den Programmanfang und der Start-Button wird wieder aktiv.
Vorschub anpassen
Vorschub anpassen
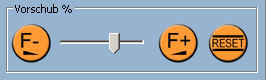
Vor dem ersten Starten eines neuen Programms empfiehlt es sich, den Feed-Override (Schieberegler „Vorschub %“ rechts oben) auf einen kleinen Wert (z.B. 10-20%) einzustellen, damit die Maschine langsamer fährt. Falls man doch beim Einstellen des Nullpunkts einen Fehler gemacht hat, sich das falsche Werkzeug in der Spindel befindet, oder die Maschine eine unerwartete Bewegung an die falsche Stelle macht, hat man so noch Zeit, vor einer drohenden Kollision zu reagieren.
Drücken des Stop-Buttons () stoppt das Programm, oder im Notfall natürlich auch der Nothalt-Taster an der Maschine. Falls alles wie erwartet und ohne Probleme funktioniert, können Sie den Vorschub%-Schieberegler wieder auf 100% stellen.
Probleme? Schnell anhalten
Wenn während der Bearbeitung ein Problem auftritt, z.B. wickeln sich Späne um das Werkzeug, oder das Werkzeug bricht ab und muss gewechselt werden, können Sie jederzeit die Programmausführung anhalten, indem Sie auf den Stop-Button drücken. Nach kurzer Verzögerung, bis der Spindelmotor zum Stillstand gekommen ist, wird der Start-Button wieder freigegeben. Nachdem Sie das Problem beseitigt haben, können sie damit die Bearbeitung an der gleichen Stelle wieder aufnehmen.
Programm fortsetzen
Programm fortsetzen
Nach einem Werkzeugbruch hat die Steuerung aber möglicherweise schon einen kleinen Teil des Programms weiter ablaufen lassen, ohne dass das (gebrochene) Werkzeug im Eingriff war. Um kein Stück der Werkzeugbahn auszulassen, müssten Sie eigentlich um dieses Teilstück wieder zurückspulen.
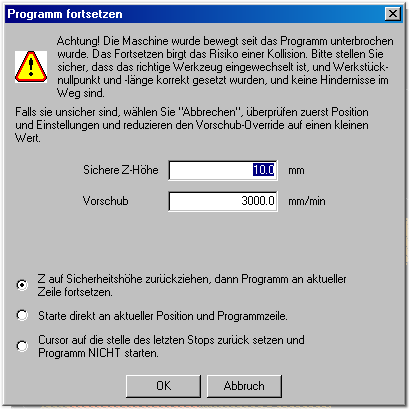
Je nachdem, wie weit seit dem Bruch gefahren wurde, können Sie im Textfenster einige Zeilen nach oben scrollen, und die gewünschte Zeile mit einem Doppelklick markieren. Der linke Start-Button wird gesperrt (grau) und der zweite Button (N…) rechts daneben wird aktiv. Beim Starten mit diesem Button erscheint jetzt ein Fenster mit einer Warnung wie im Bild rechts gezeigt.
Programm an beliebiger Stelle beginnen
Ein Programm an einer beliebigen Stelle fortzusetzen birgt je nach Art des Werkstücks, des Werkzeugs und der Bearbeitungsstrategie ein gewisses Risiko. Im Extremfall, beispielsweise ein T-Nutenfräser, der sich mitten im Material befindet, ist überhaupt kein Fortsetzen an dieser Stelle möglich, ohne Werkstück oder Werkzeug zu beschädigen.
Da die Steuerung solche Gefahren nicht automatisch erkennen kann, liegt die Verantwortung in solchen Fällen beim Bediener. Rechnen Sie im Zweifelsfall damit, dass das Werkzeug mit allen Achsen gleichzeitig, also u.U. diagonal zum nächsten Bearbeitungspunkt fährt. Es kann sein, dass sich auf dem Weg dorthin noch unbearbeitetes Material befindet. Wenn Sie nicht sicher sein können, dass es nicht zu einer Kollision kommt, spulen Sie soweit zurück, bis Sie eine ungefährliche Stelle erreichen, z.B. ein Einstechen aus sicherer Z-Höhe außerhalb des Materials.
Bei kurzen Programmen, die nur wenige Minuten laufen, und wenn das Werkstück nicht zu wertvoll ist, lohnt sich ein Fortsetzen evtl. nicht, und es ist besser, das Programm noch einmal komplett von Anfang an auszuführen, anstatt einen erneuten Werkzeugbruch zu riskieren.
Zusätzliche Tipps
In der Titelzeile oben im Hauptfenster wird der Name des gerade geladenen Programms angezeigt.
Statuszeile Benutzer
In der Statuszeile ganz unten rechts im Fenster wird die Zeilennummer angezeigt, wie weit die Bearbeitung schon fortgeschritten ist. Falls Sie ein Programm abbrechen, und z.B. am nächsten Tag fortsetzen wollen, empfiehlt es sich, diese Zeilennummer zu notieren, um später die richtige Stelle zum Fortsetzen zu finden.
Ausführungsdauer
Rechts daneben wird bei der Vorschau nach dem Laden des Programms die geschätzte Ausführungszeit angezeigt, und während der Ausführung die bereits verstrichene Zeit.
Statistische Funktionen
Betriebsstunden-Zähler
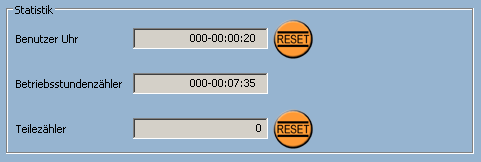
Auf der Diagnose-Seite wird unten bei „Statistik“ der Betriebsstunden- und Teilezähler angezeigt. Der Betriebsstundenzähler und die Benutzer-Uhr laufen immer, solange ein Programm ausgeführt wird.
Betriebsstundenzähler Statistik
Teilezähler
Der Teilezähler wird mit jeder vollständigen Ausführung eines Programms um eins erhöht. Die Benutzer-Uhr und der Teilezähler können bei Bedarf auf Null gesetzt werden.
Werkzeugbahn-Einstellungen
Video zu den Einstellungen der Werkzeuge

KinetiC-NC Video Werkzeugbahneinstellungen
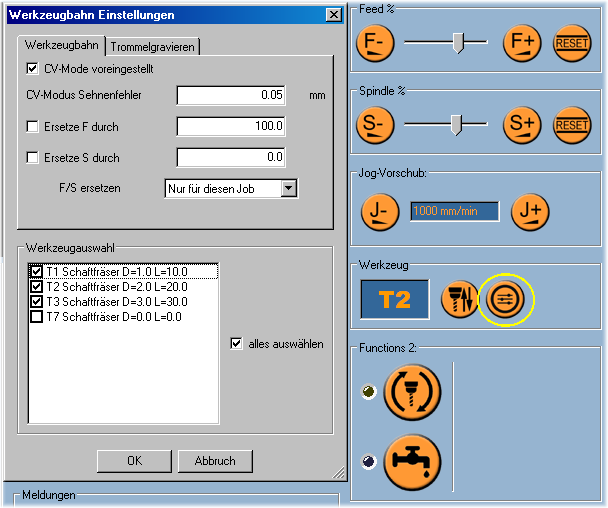
Rechts neben in der Werkzeug-Anzeige (in der rechten Spalte des Hauptfensters) befindet sich ein Button für die Werkzeugbahn-Einstellungen. Diese können nützlich sein, um die Bahntoleranz (Sehnenfehler) oder Vorschub und Spindeldrehzahl nachträglich zu beeinflussen, ohne Maschinenparameter ändern zu müssen, oder das Programm im Texteditor bearbeiten zu müssen.
Werkzeugbahn Einstellungen
Falls das Programm mehrere Bearbeitungsschritte mit unterschiedlichen Werkzeugen beinhaltet, werden diese bei „Werkzeugauswahl“ unten angezeigt. Es besteht die Möglichkeit, einzelne Arbeitsschritte auszuschließen, oder auch nur einen einzigen davon auszuwählen.
Copyright © 2017 by Benezan Electronics. All Rights Reserved