


Werkzeugverwaltung
Wozu dient die Werkzeugverwaltung ?
Sobald man mehr als nur ein Werkzeug pro Werkstück benötigt, muss man sich Gedanken machen, wie man es schafft, dass trotz unterschiedlicher Längen, Durchmessern und Formen die Bearbeitung an der Richtigen Stelle und der richtigen Einstechtiefe geschieht. D.h. die Steuerung muss „wissen“, welches Werkzeug sich gerade in der Maschine befindet, und wie lang und dick dieses ist usw. Es gibt unterschiedliche Methoden für den Werkzeugwechsel, die unterschiedliche Vorgehensweisen erfordern
Ohne Werkzeugwechsel – WZW
Dies ist der einfachste Fall. Pro CNC-Programm wird nur ein einziges Werkzeug in der Werkzeugverwaltung verwendet. Dies klingt nach einer drastischen Einschränkung, ist bei CNC-Bearbeitung aber gar nicht so schlimm, zumindest wenn man nur dünnes Plattenmaterial bearbeitet. Man kann ja, um z.B. Bohrungen mit unterschiedlichem Durchmesser herzustellen, ein Werkzeug passend zum kleinsten Loch auswählen, und für die größeren einen Kreis fräsen. Auf diese Weise kommt man auch mit einem einzigen Werkzeug oft erstaunlich weit.
Aufteilung des Programmes
Falls man doch mehrere Werkzeuge nacheinander benötigt, wird die Bearbeitung in mehrere Programme aufgeteilt. Jeder Bearbeitungsschritt wird extra für sich ausgeführt. Dazwischen wird das Werkzeug manuell gewechselt und danach der Nullpunkt neu eingemessen. In diesem Fall benötigt man der Werkzeugliste nur ein einziges Werkzeug (T1). Man kann die Werkzeugdaten in der Liste eingeben (Menü „Konfiguration -> Werkzeuge“),
Menu Konfiguration Kalibrierung
Dieses ist jedoch nur für die Darstellung auf dem Bildschirm relevant. Da der Werkstückoffset nach jedem Wechsel neu vermessen wird, ist die eingetragene Werkzeuglänge irrelevant, und auch über die Werkzeugnummer braucht man sich keine Gedanken machen.
Die Einstellung in der Werkzeugverwaltung bei „Konfiguration -> Maschine -> Allgemein“ stellt man am besten auf „Werkzeugwechsel ignorieren“, um keine unnötigen Aufforderungen zum Werkzeugwechsel zu erhalten. Man muss das Werkzeug sowieso schon vor dem Start passend zum Programm eingewechselt haben.
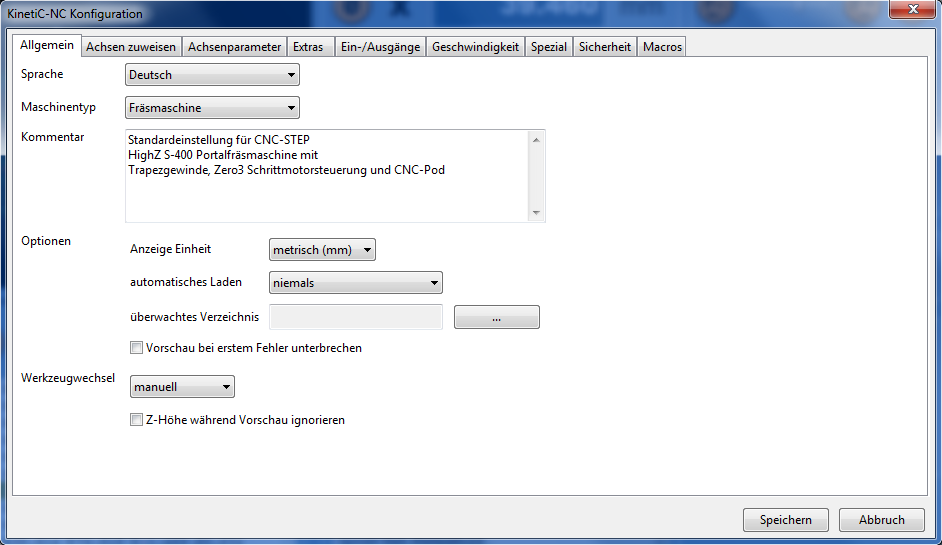
Konfiguration allgemein – Manueller Werkzeugwechsel
Manueller Werkzeugwechsel (direkt)
Auch wenn man nicht über den „Luxus“ eines automatischen Werkzeugwechslers verfügt, kann man Programme mit mehreren unterschiedliche Werkzeugen abarbeiten. Die Einstellung bei „Konfiguration -> Maschine -> Allgemein“ stellt man in diesem Fall auf „Werkzeugwechsel manuell“. Zusätzlich sollte man in der Werkzeugliste mindestens so viele Werkzeuge anlegen, wie in den verwendeten Programmen vorkommen, also z.B. T1 bis T10.
Direkt eingesetzte Werkzeuge
Wenn die Werkzeugspindel nicht über ein Wechselsystem mit extra Werkzeugaufnahmen verfügt (üblicherweise SK = Steilkegel, HSK = Hohlschaftkegel), sondern das Werkzeug mit dem Schaft direkt in die Spannzange in der Motorwelle eingesetzt wird, spricht man von Direktwechsel. Der Vorteil ist, dass dies mit jeder preisgünstigen Werkzeugspindel gemacht werden kann. Nachteile sind, dass sich das Werkzeug nach jedem Wechsel in einer leicht unterschiedlichen Position befinden kann, und dass bei unterschiedlichen Schaftdurchmessern jedesmal auch die Spannzange mit gewechselt werden muss. Dies erfordert mehr Zeit, und i.d.R. muss die Werkzeuglänge nach jedem Wechsel neu vermessen werden.
Höhentaster
Aus diesem Grund wird bei direktem Wechsel dringend dazu geraten, einen Werkzeuglängentaster anzuschaffen. Dies ist das gleiche wie der oben bereits beschriebene Höhentaster, nur fest an einer bestimmten Stelle der Maschine montiert. Es gibt auch kombinierte Längen- und Höhentaster, bei denen der gleiche Taster für beide Zwecke verwendet werden kann. So ein Taster besitzt meistens einen magnetischen Fuß, der fest an der Maschine montiert wird.
….für die Werkzeuglängenmessung
Dort wird der Taster für die Werkzeuglängenmessung verwendet. Zur mobilen Anwendung zwecks Messung der Werkstückoberflächenhöhe kann der Taster aus dem Fuß herausgenommen werden, und auf dem Werkstück platziert werden. Falls dagegen zwei getrennte Taster zum Einsatz kommen, können diese trotzdem an dem selben Eingang der Hardware angeschlossen sein (Reihenschaltung), weil die Taster niemals gleichzeitig gebraucht werden.
Ohne Höhentaster
Falls Sie keinen Längentaster besitzen, gehen Sie besser in der Werkzeugverwaltung nach der Methode „ohne Werkzeugwechsel“ vor und trennen die Programme auf, so dass jeder Bearbeitungsschritt mit nur einem Werkzeug getrennt ausgeführt wird.

Ohne Höhentaster Macro
Um die Längenmessung automatisch nach jedem Werkzeugwechsel durchführen zu können, müssen Sie zunächst die Vermessungs-Macros installieren wie im Kapitel 27 „Arbeiten mit Höhentaster“ Seite 42 beschrieben. Danach muss das Macro „G79“ noch an Ihre Maschine angepasst werden, damit der Steuerung bekannt ist, wo sich der Längentaster befindet, welche Höhe er hat, und mit welcher Geschwindigkeit er angefahren werden darf.
Die Konfiguration in der Werkzeugverwaltung
Mit „Konfiguration -> Macros“,
Menu Konfiguration Kalibrierung
Auswahl des Macros „G79“ und dem „Macro editieren“-Button öffnen Sie den Editor. Die Parameter #0 bis #6 legen die Parameter für die Längenmessung fest. Tragen Sie die passenden Werte für Ihre Maschine ein und speichern Sie diese. Denken Sie bitte daran, vor der ersten Verwendung die Funktion des Signaleingangs zu überprüfen, indem Sie den Taster von Hand betätigen und die Reaktion des Eingangs auf der Diagnose-Seite beobachten.
G40/G43 Modus

G43-G40 Offset
Wichtig beim Arbeiten mit mehreren Werkzeugen ist, dass der Werkzeuglängenausgleich eingeschaltet ist. Nur dann wird Länge des aktuellen Werkzeugs berücksichtigt und zum programmierten Z-Wert hinzuaddiert. Insbesondere muss der Längenausgleich auch aktiv sein, während Sie den Werkstückoffset vermessen und einstellen (entweder mit Höhentaster oder mit der „Ankratzmethode“). Stellen Sie vor dem Einrichten des Werkstückoffsets deshalb durch Drücken auf den Button sicher, das neben dem Offset „G43“ angezeigt wird.
Manueller Wechsel mit Werkzeugaufnahmen
Etwas rationeller kann der Werkzeugwechsel ablaufen, wenn die Maschine über ein Wechselsystem mit Werkzeugaufnahmen und pneumatischer oder hydraulischer Klemmung verfügt. Manche Maschinen haben auch einen Anzugsbolzen mit Gewinde, der mit einem Schraubenschlüssel von Hand angezogen werden muss. Jedes Werkzeug wird zuerst in eine Werkzeugaufnahme (üblicherweise SK = Steilkegel, HSK = Hohlschaftkegel oder auch andere Systeme) eingesetzt. Beim eigentlichen Werkzeugwechsel werden dann die Aufnahmen in die Werkzeugspindel eingewechselt. Das Werkzeug verbleibt in „seiner“ Aufnahme, solange es nicht verschlissen oder beschädigt ist.
Vorteil
Dies hat den Vorteil, dass die Längenmessung nur nach dem Einsetzen eines neuen Werkzeugs in die Aufnahme durchgeführt werden muss. Dies kann entweder automatisch wie oben beschrieben mit einem Längentaster oder auch manuell mit einem extra Längenmessgerät (im einfachsten Fall mit einer Schieblehre) außerhalb der Maschine erfolgen. Die ermittelte Länge wird in die Werkzeugliste eingetragen und wird dann beim eigentlichen Werkzeugwechsel nur noch dort nachgeschlagen.
Wie wird gemessen ?
Die absolute Länge der Werkzeuge ist dabei eigentlich irrelevant, es werden nur die Unterschiede zwischen den Werkzeugen beachtet. Man kann z.B. bei allen Werkzeugen den Abstand der Spitze zu einer bestimmten Referenzebene messen, beispielsweise der Anschlagebene des HSK-Kegels. Wichtig ist nur, dass jedesmal exakt die gleiche Referenzebene genommen wird. Die Vorderseite der Spannzangenmutter ist deshalb ungeeignet, weil ihre exakte Position von dem Anzugsdrehmoment abhängt.
Einfaches Eintragen in die Liste
Der manuelle Wechsel mit Werkzeugaufnahme erfordert keine speziellen Macros oder sonstige Anpassungen, wenn Sie die Werkzeuglängen manuell in die Werkzeugliste eintragen (Konfiguration -> Werkzeuge -> Ändern -> Länge 1). Falls Sie einen Längentaster besitzen, können Sie das G79-Macro wie oben beschrieben installieren und anpassen. Es wird dann jedoch nicht bei jedem Werkzeugwechsel aufgerufen, sondern nur bei Bedarf, entweder über die MDI-Eingabe oder durch Anwählen der Option „mit Längenvermessung“ beim Werkzeugwechsel-Dialog (Hauptfenster, „Werkzeug Wechseln“-Button, links). Wie oben beschrieben, müssen Sie auch darauf achten, dass der Werkzeuglängenausgleich (G43) aktiv ist.
Automatischer Werkzeugwechsel (direkt)
Wenn die Werkzeugspindel über einen pneumatisch oder hydraulisch betätigten Mechanismus verfügt, mit dem die Spannzange ohne händisches Zutun geöffnet und geschlossen werden kann, ist ein automatischer Wechsel des Werkzeugs möglich. Selbstverständlich ist dazu auch noch ein Magazin nötig, in dem mehrere Werkzeuge abgelegt werden können.
Magazin-Arten
Es gibt fest platzierte (lineare) Werkzeug-Wechsel-Magazine, bei denen jedes Werkzeug an einer unterschiedlichen Position durch Ausnutzung der X-, Y- und Z-Positionierung der Spindel abgeholt wird, oder bewegliche Magazine (Revolver), bei denen die Abholung immer an der gleichen X/Y/Z-Position erfolgt, jedoch noch ein zusätzlicher Antrieb zur Auswahl des Werkzeugs vorhanden ist.

Werkzeugwechsler HSK in Reihe
Da beim direkten Wechsel in die Spannzange die exakte Position des Werkzeugs nicht jedes mal gleich ist, muss nach jedem Wechsel eine Längenvermessung durchgeführt werden. Ein Längenmesstaster ist deshalb in jedem Fall erforderlich. Die Einstellung in der Werkzeugverwaltung bei „Konfiguration -> Maschine -> Allgemein“ muss auf „Werkzeugwechsel automatisch“ gesetzt werden.
Das M6- und G79 Makro für Revolver Magazin und Roboter Arm
Für den eigentlichen Werkzeugwechsel muss ein M6-Makro installiert und angepasst werden, für die Längenmessung das G79-Makro. Für die Programmierung des automatischen Wechsels sind Spezialkenntnisse erforderlich. Im Referenzhandbuch sind Beispiele für Makros für je ein einfaches lineares und ein Revolver-Magazin aufgeführt. Auch kompliziertere Systeme, z.B. lineare Magazine mit mehreren Reihen oder Revolver mit zusätzlichem Roboter-Arm sind denkbar. Es wird jedoch empfohlen, dass Sie sich für die Programmierung und Justage solcher Wechselsysteme professionelle Hilfe einholen.
Automatischer Wechsel mit Werkzeugaufnahmen
Wenn das Werkzeug nicht direkt in die Spannzange sondern in einen eigene Werkzeugaufnahme eingesetzt wird, kann wie beim manuellen Wechsel mit Werkzeugaufnahme auf die Längenmessung nach jedem Wechsel verzichtet werden. Dies ergibt bei Serienfertigung den Vorteil kürzerer Taktzeiten, ist jedoch auch das teuerste System. Wie beim automatischen Direktwechsel sind wieder mehrere Magazin-Typen denkbar.
Ein Längenmesstaster ist nicht unbedingt erforderlich. Wenn die Werkzeuglängen von Hand gemessen und in die Werkzeugliste eingetragen wird, ist kein Taster und kein G79-Macro nötig.